



产品简介:
搪瓷/搪玻璃是罐体市场上的尖端技术,它有特制调配在一起的瓷釉原料,喷涂在钢板表面,并利用高温烧结融合在一起, 以实现钢的强度和柔韧性以及玻璃的耐腐蚀性等综合的最佳性能,具有高度的耐酸碱性能,其中搪玻璃材质可以抵抗酸碱度在PH1~14的液体。
什么是搪瓷拼装罐
搪瓷/搪玻璃是罐体市场上的尖端技术,它有特制调配在一起的瓷釉原料,喷涂在钢板表面,并利用高温烧结融合在一起, 以实现钢的强度和柔韧性以及玻璃的耐腐蚀性等综合的最佳性能,具有高度的耐酸碱性能,其中搪玻璃材质可以抵抗酸碱度在PH1~14的液体。
玻璃熔融钢罐是存储解决方案行业的领导者,广泛应用于饮用水存储共计,沼气工厂,污水处理厂(WWTP),市政有机垃圾处理,餐厨垃圾处理等领域。
Glass-Fused-to-Steel双面搪瓷技术,能够在恶劣环境中提供超过30年的无故障服务。 该系统数十年来已经在数以千计的实体项目中得到证明,并被国际标准所支持。
搪瓷拼装罐优势
特征 | 获益 |
超长寿命周期(超过30年) | 可大幅降低工程整体成本 |
模块化,标准施工 | 现场安装速度快,灵活-可答复减少施工周期,降低施工成本,不需要特殊工程机械,不需要特别施工人员。 |
改动灵活 | 拼装的罐体可以按照要求延展,拆卸,甚至移动。可以有效减少后期投入,节省大笔资金。 |
超卓的抗腐蚀性 | 表面由高温烧结的瓷釉晶体覆盖,具有强大的耐酸碱,抗腐蚀性能。 |
尺寸 | 1立方——10000立方的罐体任意选择。 |
厌氧罐制安施工质量控制措施:
1、施工过程的工序质量控制
(1)为保证工程质量,由工程项目专业技术人员组织,施工人员熟悉并审查施工图研究分析施工工艺,除常规工艺可以采用外,必须对影响施工过程质量的诸多因素进行有效控制;在分析的基础上研究施工条件,明确本工程厌氧罐施工的关键质量控制工序为:基础复测、材料检验、放线下料、预制和组对成形、罐体焊接、真空检验和充水试验。
2、厌氧罐建造的关键和难点的质量控制措施—焊接和厌氧罐变形控制
(1)底板变型控制
在焊接过程中采用合理的焊接顺序布局。
底板变型控制主要是针对焊接变形的控制,中幅底板焊接时应严格对焊接顺序进行布置:先焊短焊缝后焊长焊缝,由中间向四周焊接,并且不能一次焊满,初层焊道应采用分段退焊或跳焊法;在焊短焊缝时应将长焊缝的定位焊解除,用定位板固定中幅板的长焊缝;焊长焊缝时由中心向两侧分段跳焊,焊至边缘300㎜停止焊接;中幅板的焊接不宜大量集中人员进行,应较少人员分时、分段对称焊接。
(2)边缘底板变型控制
在进行罐底与壁板连接大角焊缝的焊接前必须对罐体内壁实施加固措施,大角焊缝的焊接采用对称内外施焊法,人员不宜过多,并且不能一次焊满,初层焊道可采用分段退焊或跳焊法,大角焊缝完成后,应完成中幅板的焊缝(收缩缝)外的其余底板焊缝的焊接,收缩缝的第一层焊接,应采用分段退焊或跳焊法。
(3)壁板变型控制
A:壁板滚圆后,用弧形样板检查,间隙不能大于 3mm,特别注意壁板头部位的卷制曲率 。检查合格后应放在相应的弧形架里运输及存放,防止变形。 壁板组装前,必须复验弧度和几何尺寸,凡不符合预制要求的应重新找圆,预防由于几何尺寸偏差而引起局部变形。 安装前,应先在已经焊完对接缝的底板边缘板上划出底圈或顶圈一节的组装圆周线,组装圆周线长度为设计内径计算周长加壁板立缝焊接收缩量,并沿圆周线内侧,每隔一定距离点焊定位角钢。
B:储罐壁板采用一组加固胀圈,当上一圈壁板环焊缝焊完后,则把加固胀圈拆下,对下一圈壁板进行加固,然后起吊,并依次进行之,加固胀圈约加固在壁板下敞口离200~300mm左右。加固槽钢胀圈的使用,能保证每带圈均在加固状态下起吊,以可减少吊装时变形在加固状态下焊环缝隙则可减少焊接变形。
C:壁板组装时要使用环向和立向卡具,以使上下壁板组对成型和错边量符合规范要求。壁板的立缝一般对纵向进行加固,在外壁沿立缝长度两侧各加长度为1.2-1.6m、厚度为20㎜的钢板,主要是防止壁板在罐体高度方向产生拱背现象,待立缝焊完冷确后拆除。立缝的环向在一般情况下不进行约束,让其在焊接工程中自由收缩,减少圆周向的焊接应力,但在进行关门板(采用此法时)焊缝的焊接时,应加环向加固件防止因关门立焊的焊接产生收缩变形。
D:组对壁板环缝应使内壁平齐,并均匀分段点焊组对。壁板环缝组对错边量,当上圈板厚小于 8mm 时,不应大于 1mm ,当上圈板厚大于或等于 8mm 时,不应大于板厚的 20% ,且不能大于 2mm 。环缝组对经检查符合以上要求,方可施焊。在进行壁板的环向焊缝焊接时应采用多点对称焊接,焊机布置应对称均匀,焊接方向应一致,焊接速度应基本同步。环焊缝的纵向也可不必加加固板,使壁板在进行环向焊接时纵向的收缩不受约束,以减少罐体高度方向的应力。
E:厌氧罐施工常出现丁字焊缝处错边较大,影响到罐体的施工质量,为防止这种现象,应认真计算壁板周长及立缝焊接收缩量。 壁板纵缝组对错边量,当板厚小于或等于 10mm 时,不应大于 1mm ,当板厚大于 10mm 时,不应大于板厚的 10% ,且不能大于 1.5mm 。纵缝焊接时应根据板厚不同,采取防变形措施。当采用防变形板固定时,防变形板的材质必须与罐壁板的材质相同,点固防变形板的焊条要与罐壁材质相匹配。纵缝焊接后应用弧形样板检查焊缝处的间隙,如大于预制要求,应进行找圆处理。
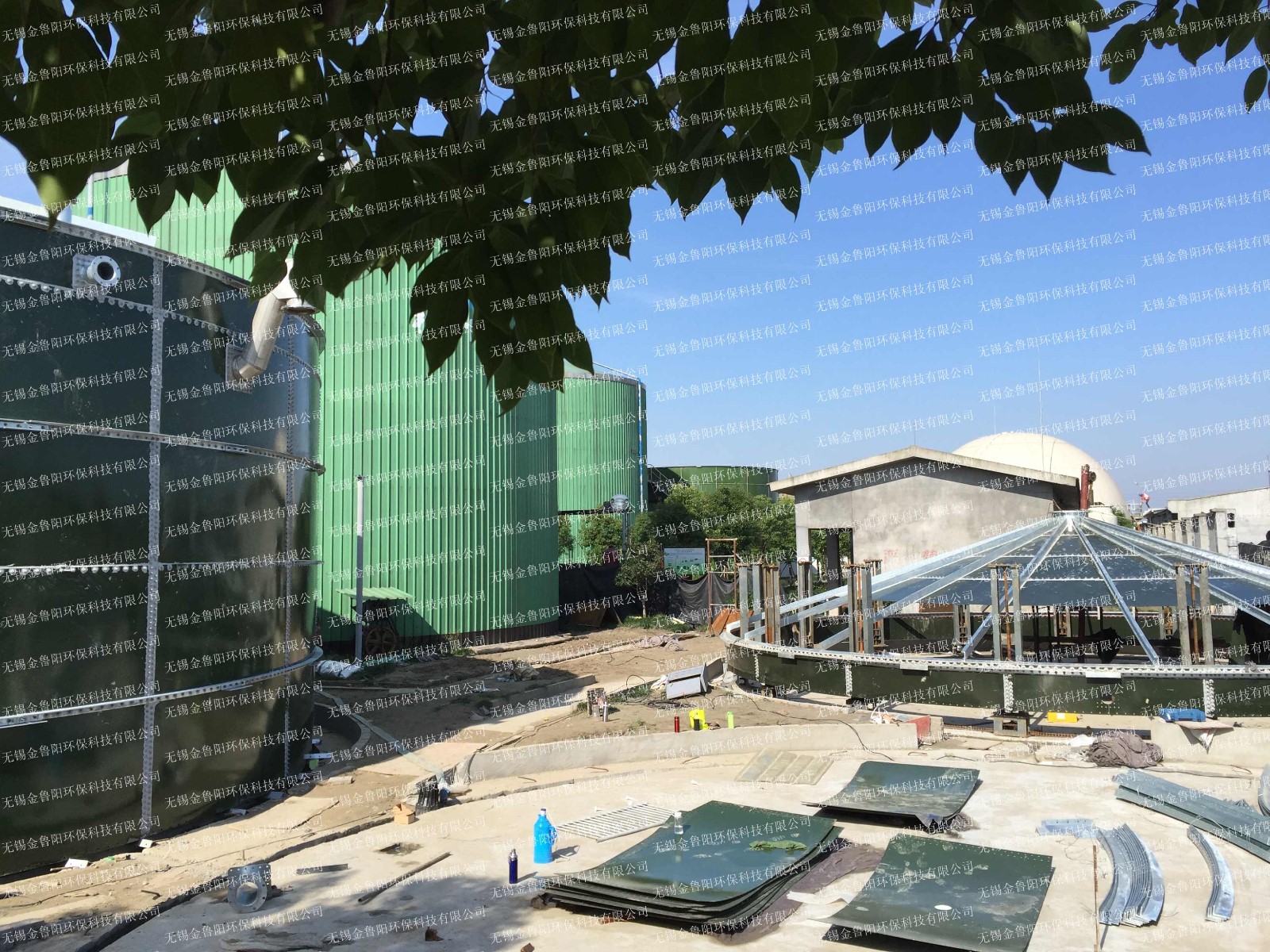
相关产品:

搪瓷拼装罐沼气一体化拼装发酵厌氧罐是采用在工厂生产的标准钢板现场拼接而成的容器,密封胶密封,具有安装快速、防腐性能好等优点。适用于储水、储油以及散货储存等。
无锡金鲁阳环保科技有限公司坐落于全国最大的环保设备采购基地-中国国际环保城,是集研发、生产、销售、安装和技术服务为一体的专业新能源生物质领域的公司。公司下设沼气工程部和污水工程部,均在行业内保持国内领先水平。

无锡金鲁阳环保科技有限公司坐落于全国最大的环保设备采购基地-中国国际环保城,是集研发、生产、销售、安装和技术服务为一体的专业新能源生物质领域的公司。公司下设沼气工程部和污水工程部,均在行业内保持国内领先水平。

一体化拼装罐 拼装罐是采用钢板搭结技术利用螺栓进行连接紧固安装而成,一体化拼装罐 罐体及一体化拼装罐 罐顶材料均采用符合国家标准的(Q235-B)钢板,在工厂内将钢板机械加工处理后进行纵向、横向搭结,搭结处采用专业高分子密封材料聚硫胶将其密封拼装组合。该公司的拼装罐运用了先进的表面防腐处理技术“阴极电泳处理”技术,比搪瓷技术的生产难度低,与传统防腐处理技术相比具有防腐效果好、且耐高低温、耐磨、抗冲击,在运输过程中可减少或避免碰撞损坏,并且克服了搪瓷拼装罐运输及安装过程中的碰撞造成掉瓷和大面积爆瓷现象的发生。
